

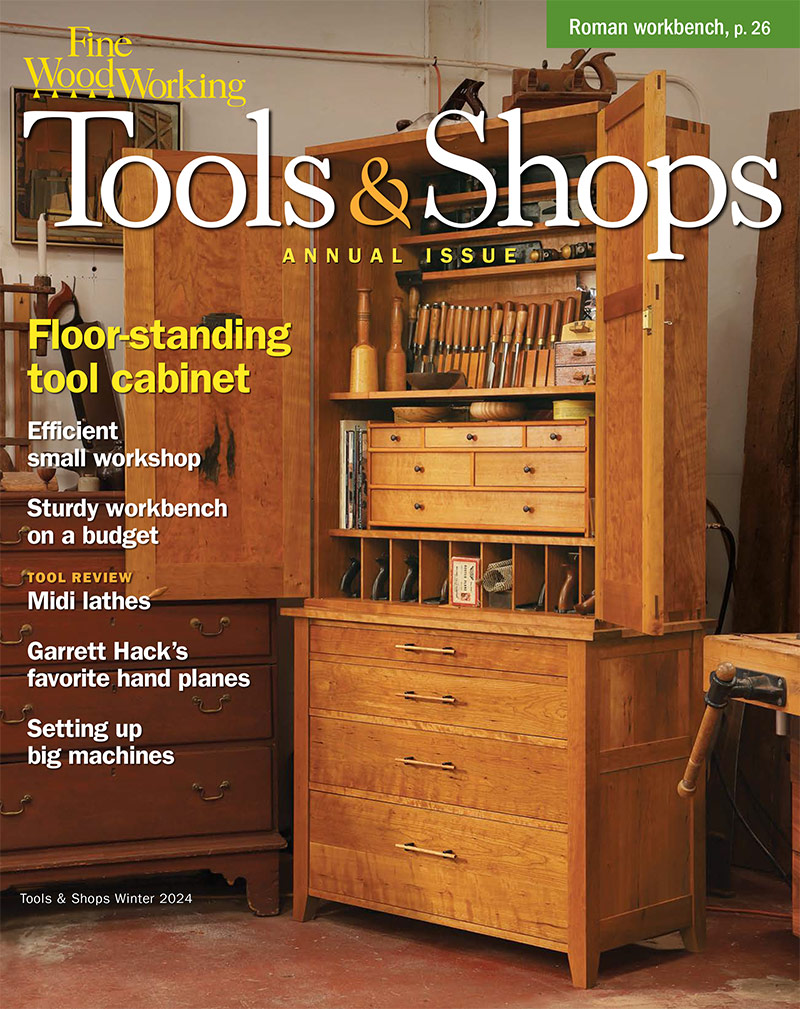
From left to right, 1/4" and 3/8" upcut solid carbide router bits, and 1/4" and 3/8" end mills. The 3/8" end mill is 4" long with a cutting length of 1 3/4".
My choice: end mills. Here’s why.
I do most mortising with my trusty Elu 3338 plunge router, currently available as the DeWalt 625, with various jigs and methods, most involving a template guide riding in a slot. I formerly used solid carbide upcut spiral router bits with generally good results, though I often encountered two problems.
First, 1/4″ and 3/8″ spiral bits are usually sold with cutting lengths of 1″ and 1 1/4″, respectively. I often want to make mortises deeper than that. Second, 1/4″ and 5/16″ diameter bits, especially some long HSS versions, will sometimes vibrate in the cut and produce steps on the mortise walls. Even a 3/8″ bit may be made with a surprisingly thin web at the core of the spiral which can cause the bit to flutter when cutting dense woods.
My preference now is a standard, four-flute, center-cutting, single end mill in uncoated solid carbide with a plain shank and a 30-degree helix. These are available in longer overall lengths with longer cutting lengths than router bits, thus allowing deeper mortising. The core of this type of end mill is more substantial than that of the same diameter spiral router bit. I find the cutting action of these four-flute end mills has less vibration and is smoother and more balanced than that of router bits. This results in cleaner mortises. Furthermore, these end mills are generally less expensive than comparable router bits.
I usually run the end mills at 18-20,000 rpm. Some cautions that I employ are:
- chuck at least 1″ of the 3/8″ bit into a clean, top quality collet such in the DW625
- cut the mortise in small depth increments (e.g., 1/8″ in a dense wood)
- use a vacuum to frequently clear chips that may build up in the jig apparatus
- do not mortise deeper than the flute length
- use a steady, reliable jig setup
I always listen and feel for signs of strain from the router or bit and adjust the depth of cut and feed rate accordingly. I have read of mostly speculative concerns regarding burning and chip congestion in the mortise, but I have not had either problem.
The disadvantage of an end mill is that the cutting diameter equals the shank diameter. Therefore, I usually mortise with a 1/4″ or 3/8″ end mill using a router collet of the same size for each. A 5/16″ end mill can be used with a shank adapter though I prefer to avoid these adapters.
This is what works for me in my shop using these specific end mill specifications with the mortising tools and techniques described.
Sources for end mills are industrial supply houses such as MSC, Enco, McMaster-Carr, and Grizzly. It will take a while to go through their catalog algorithms or directly study their catalog pages but these are good ways to learn about this type of tooling.
-
From left to right, 1/4" and 3/8" upcut solid carbide router bits, and 1/4" and 3/8" end mills. The 3/8" end mill is 4" long with a cutting length of 1 3/4".
-
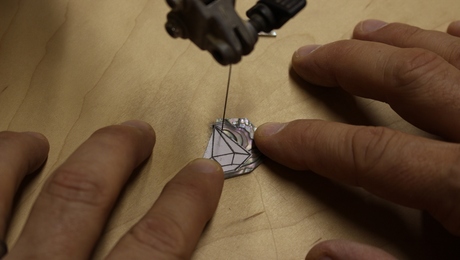
The mortise is 3/8" wide, 2 3/8" long, 1 1/2" deep and was cut in bubinga, a dense wood, with the end mill pictured. The walls are very clean and true.











Comments
I too use end mills for routing certain operations. These work really good for cleaning out the area for inlay work and veneering, just crank the speed up and make shallow cuts. They retain sharper edges for longer and are less expensive than their router bit cousins. I use ball end and other styles also as they seem to be a lot stiffer especially when used in a router table when no bearing guide is required.
End mills are great for routing. Just be VERY careful when handling them, because they are exceedingly sharp! Being high speed steel, they can be ground much sharper than carbide. Yes, I learned the need to be careful from sad experience while chucking one.
These end mills are solid carbide.
I use the end mills in my Jessem Zip Slot mortiser, They do a great job even with a drill as a power source. The Zip Slot cutter hasa vacumn attachment so chips are not an issue.
Hi Rob,
Thanks for this contribution. I've used mills in the past and was shocked to see that spiral bits are often 50%+ more expensive than their superior end mill counterparts.
I have a couple questions for you (and the larger community here). Traditionally, two- and three-fluted end mills are slot cutters because of chip clearance and four-fluted mills are for edge finishing. Have you tried two- or three-fluted cutters? Why do you prefer four-fluted over them? Why do you prefer uncoated? Is it just a cost issue?
If I were to choose an endmill for wood I would use endmills intended for cutting aluminum. Standard carbide end mills do not have the same relief and are not nearly as sharp as the ones intended for aluminum. Standard carbide end mills do not have the sharp edge since cutting steel and stainless will wear it off fast and is more prone to chipping. Aluminum cutters have more clearance behind the cutter which get the chips out of the way, less burning, and they are polished and razor sharp.
I recommend the 3 flute variable cutters for aluminum from Lake Shore Carbide. I have been using them for years.
Log in or create an account to post a comment.
Sign up Log in